Wann sind Induktionshärten sinnvoll?
Induktionshärten ist immer dann sinnvoll, wenn bei einem Werkstück nur bestimmte Teile eine höhere Härte erforderlich machen, als es beim Rest des Werkstücks notwendig ist. Das Induktionshärten wird deshalb überwiegend in der Werkzeugherstellung angewendet, denn bei Werkzeugen ist es oft so, dass nur bestimmte Teile härter sein müssen als der Rest des Werkzeugs. Um ein Beispiel zu nennen, ist das zum Beispiel bei einer Zange so. In diesem Fall wird nur die Schneide der Zange induktiv gehärtet.
Wie entsteht die beim Induktionshärten benötigte Induktion?
Bei der Induktion handelt es sich um eine Wechselwirkung zwischen elektrischen und magnetischen Feldern. Diese Wechselwirkung wird für das Induktionshärten genutzt. Nimmt man zum Beispiel einen elektrischen Leiter und bewegt diesen durch ein ruhendes magnetisches Feld, wird eine elektrische Spannung induziert. Auch wenn sich das Magnetfeld um einen elektrischen Leiter herum ändert, wird eine elektrische Spannung induziert. Das ist Induktion und dieses Prinzip wird dann beim Induktionshärten genutzt.
Die Induktionshärten in der praktischen Anwendung
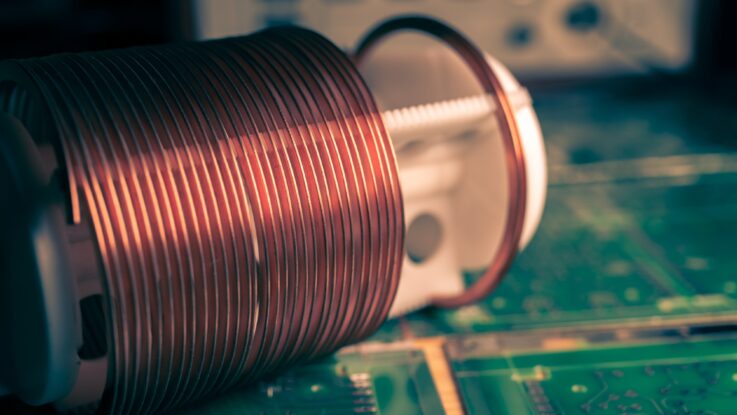
Für das Verfahren des Induktionshärtens wird ein Induktor benötigt. Das ist in der praktischen Anwendung eine Kupferspule. Durch diese Kupferspule wiederum wird mit hohem Druck Kühlwasser geleitet. In den Induktor hinein, also diese Kupferspule, wird das Werkstück zum Induktionshärten eingebracht. Danach wird dann eine Wechselspannung angelegt. Diese Wechselspannung bewirkt dann, dass im zu bearbeitenden Werkstück Wirbelströme induziert werden. Wenn das wiederum mit ausreichender Intensität durchgeführt wird, wird dabei das Werkstück erhitzt. Die Frequenz der Wechselspannung wiederum bewirkt die Eindringtiefe der Induktion in das zu härtende Werkstück. Diese Eindringtiefe beeinflusst die Einhärtetiefe. Die Einhärtetiefe der Induktion wird auch Skineffekt genannt. Um das noch zu verdeutlichen, sei gesagt, dass eine hochfrequente Spannung eine geringere Eindringtiefe bewirkt. Die Dauer der Stromzufuhr und auch die Stromstärke wiederum beeinflussen den Grad der Erwärmung in der Spule. Das Werkstück darf sich nicht vollständig erwärmen, da das Induktionshärten ja nur bestimmte Teile betrifft, die härter als der Rest des Werkstücks werden sollen. Deshalb wird die Stromzufuhr während der Prozesszeiten des Induktionshärtens nur für wenige Sekunden Dauer ausgeführt. Ob danach das Werkstück abgeschreckt werden muss oder nicht, hängt davon ab, ob die Wärme schnell in den Rest des kalten Werkstücks abfließen kann. Es ist deshalb nicht immer ein Abschrecken notwendig.


